558圆头锁眼机压脚高低不平稳的调整
来源:中外缝制设备 作者:汪尧金 时间:2013.05.17
笔者维修了一台558圆头锁眼机,发现其压脚高低不稳,因始终未找到制动钢带的调节螺钉,只好调节制动铜轴压,但是过不了几天,压脚又低了下来。经过观察和判断,笔者对机器进行了以下调整,解决了上述故障。现写出来与同行分享,不妥之处请指正。
1、调整压脚高低
上压脚2与下压板3之间的距离应为10毫米(图1)。
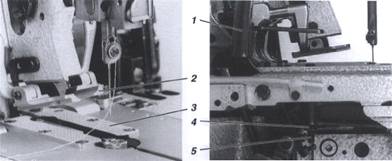
图1
(1)旋松螺母4,把量具放在压脚2的下方。
(2)调整螺钉5,调整完毕拧紧螺母4。
2、压脚的关闭推杆定位
压脚的关闭推杆1作用于8为自动关闭、作用于4为自动打开压脚动作(图2)。根据机器的性能调整如下。
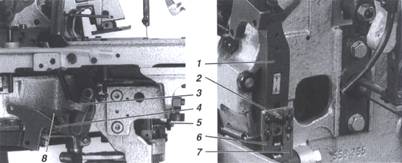
图2
注意:先缝后切(CA)或先切后缝(CB),压脚关闭推杆应作不同的调整。
机器在中心大盘内有2个小凸块来控制压脚开关推杆。大盘转动方向的第一块凸块是控制压脚推杆在先切后缝动作,而张二块凸块是控制压脚推杆在先缝后切的动作。两块定位片是限定压脚推杆的调整位置,6是先切后缝(CB),7是先缝后切(CA)。
(1)压脚压下后,摇动手柄直到钩座转动360°,这时,下勾线的张力调节螺母5应在正前方。
(2)把定位片6移向N向(看标贴),至相碰为止。
(3)转动手柄,使机器跑离最终位置,直至钩座转动360°,在此位置下钩线张力调节螺母5应向着前方。
(5)再稍微转动手柄,直至压脚推杆开始下降(在先切后缝时)。
(6)再稍微转动手柄,直至压脚推杆再回升,推杆回升时,碰杆4应尽量靠近通过杆3,两杆不可相碰。
(7)旋松螺钉2,适当调整压脚推杆。
(8)调整完毕拧紧螺钉2,把定位片7推向V向(看标贴)。
3、最终定位
机器最终停止位置是依靠关合螺钉1推开快速大飞轮的连杆8,而大飞轮的关合时间是由先开刀或后开刀所决定的(图3)。
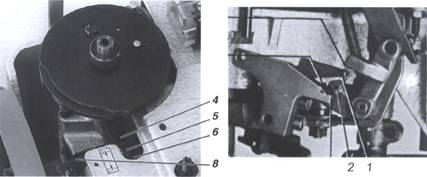
图3
- 喷墨数码印花中的墨水问题和前后处理2014.11.27
- 激光切割机的保养及注意事项2014.07.30
- 顺奇埋夹机故障的几种解决方法2013.09.10
- 大族粤铭激光打标机日常维护小常识2013.08.23
- 教你14招解决电脑花样机断线好方法2013.08.09
- 深圳鑫泰达解读缝纫设备的装配及日常保养2013.07.31
- 采用电脑横机制取集圈组织的方法2013.07.17
- 丝光机操作过程中出现的问题及应对方法2013.06.27
- 双工包缝机不送布应如何调整2013.06.17
- LH-3168-7电脑双针缝纫机底线不切面线处理方法2013.06.15
- 链缝缝纫机频繁跳针故障分析及解决办法2013.06.07
- 棉被缝纫机四个主要构件在操作过程中的作用2013.06.07